- 注塑模具(jù)熱線: 13826947996
- |塑(sù)膠注塑郵箱: ys@katecctv.com |注塑模具留言: 在線留言(yán)

塑料模具廠家設計又以正(zhèng)確的(de)塑料製品設計為基礎,模(mó)具廠家設計和製(zhì)造與塑料加(jiā)工有密切關係。塑料加(jiā)工的成敗,很大程度上取決於模具廠家設(shè)計效果和(hé)模具廠家製造(zào)質量,塑料模具廠家設計需要想到的結構要素(sù)有:
1、分型(xíng)麵,即模具廠家閉合時凹模(mó)與凸模相互配合的接觸表麵。它的位置和形式的選定,受製品形狀及外觀、壁厚、成型方法、後(hòu)加工工(gōng)藝、模具廠家類型(xíng)與結構、脫模方(fāng)法及成型機結構等(děng)因素(sù)的(de)影響。
2、結構件,即複雜模具廠(chǎng)家的滑塊、斜頂、直頂塊等。結構件的設計非常關鍵,關係到模具廠家的壽命、加工(gōng)周期(qī)、成本、產品質量等,因(yīn)此設計複雜模具(jù)廠家核心結構對設計者的綜合能力要求較高,盡可能追求更簡便、更耐用、更經濟的設計方案。
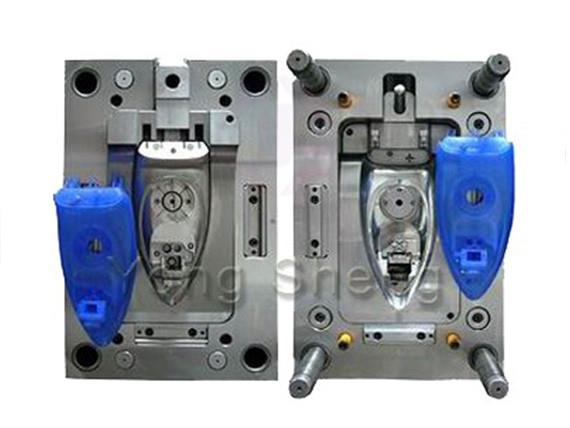
模具(jù)廠家結構(gòu)設計
塑件尺寸較小,製品精度等級低,要求使用性能(néng)好,無(wú)裂紋(wén),耐折彎,且需大批量生產。本次模具廠家設計成(chéng)一模八腔結構,並解決了以下(xià)幾個問題。
一、澆注係統的平衡問題(tí)多型(xíng)腔模(mó)具(jù)廠家在設計時盡可能讓所有型腔在(zài)相同的時間進料,由於型(xíng)腔數目的增(zēng)多,必然是(shì)分流道長度增加,熔(róng)料(liào)達到(dào)型腔前,注射壓力及(jí)熔料熱量會有較大損失,若分流道設計稍加不合理塑件可能產生的缺陷,如一腔或數(shù)腔注不滿的情(qíng)況,或(huò)是即時住滿,卻存在諸如熔接不良或(huò)是內部組織(zhī)疏(shū)鬆等(děng)缺陷,如是調高注射壓力,又(yòu)容易產(chǎn)生飛(fēi)邊。論(lùn)文中的設計分流道采用非平衡式布置的方式,通過設置澆口和分流道的尺寸,將注射工藝調到值,保證各型腔收縮率一致,最精度要求高的塑件,保證其(qí)互換性,澆口(kǒu)的位置設置(zhì)在(zài)塑件的粗端標示為Y端,有利於流動和補縮,也可避免(miǎn)產(chǎn)生熔接痕,分子具有定向性達到折彎(wān)不斷裂的要求。
二、冷卻係統的設計本次冷卻裝置的設計原則是在不增加模具廠家本身結(jié)構(gòu)的基礎上設計冷卻裝置,在滿足冷卻所需要的傳遞麵積和模具(jù)廠家結構允許(xǔ)的前提下,冷卻回(huí)路的數量盡可能的(de)多設計,且冷卻通道孔徑盡可能的(de)大,在上下型(xíng)腔板和動定模板上加工冷卻水孔,安裝時上型腔(qiāng)板的冷卻水孔與定模板的水孔(kǒng)對接,然後用密封圈密封(fēng),下(xià)型腔板的冷卻水孔與動模板水孔對接,也用(yòng)密封圈密(mì)封,水孔的在上下型腔板和動定模板排布。

注(zhù)塑模具技術的新發展隨著現代科技的不斷發展,注塑模具技(jì)術也(yě)在不斷進步。本文將(jiāng)介(jiè)紹注塑模具的基本概念、設計(jì)原則(zé)、設計流程、製造技巧、現狀以及發展趨勢,從而幫助讀者更好地了解這一領域的發展情況(kuàng)。一、注塑模具…
查看塑料模具更多
2023年塑膠模具製作流程是怎麽樣的?塑膠模具製(zhì)作流程包括以下步驟:產品(pǐn)排位:在模(mó)具內考慮(lǜ)產品長寬方位和進膠位置以及間(jiān)隔(gé),並抓主視圖和後視圖。模仁訂購:根據產品大小、生產批量和模穴數等決定模仁大小。模胚訂購…
查看塑料模具更(gèng)多
塑膠模具設計基礎(chǔ)知識包括以下方麵:模具材料:模具材料的選擇對於模具(jù)的質量(liàng)和使用壽命有著至(zhì)關重(chóng)要的影響。常用的塑膠模(mó)具鋼材包括718、2738、P20等。模具結構:模具結構的設計(jì)需要考慮產品的形狀、大小、壁厚、拔模…
查看塑料(liào)模(mó)具更多
2024年模具注塑成型的步(bù)驟有哪(nǎ)些 1.加熱、預塑化   螺杆在傳動(dòng)係統的驅動下,將來自料鬥的物料向前輸送,壓實,在料筒外加熱器、螺杆和機筒(tǒng)的剪切、摩擦的混合作(zuò)用下,物料逐漸熔融,在料筒的…
查看塑(sù)料模具更多
注塑(sù)模具(jù)技術的(de)新發展隨著現代科技的不斷發(fā)展,注塑模具技術也在不(bú)斷進步。本文將介紹注塑模具的基本概(gài)念、設計原則、設(shè)計流程(chéng)、製造技巧、現狀(zhuàng)以及發展趨勢,從而幫助讀者更好地了解這一(yī)領域的發展情況。一、注塑模具(jù)的分類、結(jié)構、材料(liào)注塑模具是一種用於生產各種塑料製品的…
2023年塑膠模具製作流程是怎麽(me)樣的?塑膠模具製作流(liú)程包(bāo)括以下步驟:產品排位:在模具內考慮產品長寬方位和進膠位置以及間隔,並(bìng)抓主視圖和後視圖。模仁訂(dìng)購:根據產品大小(xiǎo)、生產批(pī)量和模穴數等決定模仁大小。模胚訂(dìng)購:根據模(mó)仁大(dà)小和抽芯機構(側)、進(jìn)膠方式和位(wèi)置、前模是…
塑膠模具設計基礎知識(shí)包括以下方麵:模具材料:模具材料的選擇(zé)對於模(mó)具的質量(liàng)和使用壽命有(yǒu)著至關重要的(de)影(yǐng)響(xiǎng)。常用(yòng)的塑膠模具鋼材包括718、2738、P20等。模具(jù)結構:模具(jù)結構的設計需要考慮(lǜ)產品的形狀(zhuàng)、大小、壁厚、拔模斜度、進澆方式等因素,同(tóng)時(shí)還需(xū)要考慮排氣、頂出、冷卻等…
2024年模具注塑成型的步驟有哪些 1.加熱、預塑化(huà)  螺杆在傳動係統的驅動下(xià),將來自料(liào)鬥的(de)物料向前輸送,壓實,在料筒外加熱器、螺(luó)杆和機筒(tǒng)的(de)剪切、摩擦的混合作用下,物料逐漸熔融,在料筒的頭(tóu)部已積聚(jù)了一定量的熔(róng)融(róng)塑料,在熔體的壓力(lì)下(xià),螺杆緩慢後…

塑膠模具報(bào)價(jià)明細表是一個詳細(xì)列出模具製作過程中各項費用及其明細的表格,它有助於客戶清晰地了解模具的成本構成。以下是一個(gè)簡化的塑膠模具報價明細表示例(lì),請注意,實際報價會根據(jù)模具的具體要求、材料、尺(chǐ)寸、複雜程度以及市場供應情況等因素有所不同。塑膠模具報價明細表…
有多年模具開發和注(zhù)塑經驗[13826947996],東莞塑(sù)料模具(jù)工廠可以加工塑膠模具(jù),塑料(liào)製品,注塑模具,注塑外殼類模(mó)具等,提供模具設計,模具加工,注塑代加工廠,模具(jù)開發製(zhì)造等.歡(huān)迎來電谘詢!
注塑模具加工相(xiàng)關產品:|塑料注塑模具廠|汽車外殼注塑|注塑模具|外殼配件模具|塑料(liào)模具廠|塑料周轉(zhuǎn)箱模具|








2019 © 五金塑膠製(zhì)品版權所有(yǒu). |培(péi)戀網ALL Rights Reserved.粵ICP備2021106122號